Rubber injection molding is a highly efficient manufacturing process used to produce precise and durable rubber components. This article explains the core process, key types, benefits, and common production challenges. It also provides a clear step-by-step overview of how rubber injection molding works in modern industrial applications.

What Is Rubber Injection Molding?
Rubber injection molding is widely used in the production of high-precision rubber components that require consistent performance, complex structures, and stable quality. It plays an important role in modern manufacturing where efficiency and repeatability are essential.
As a result, this process is commonly applied in industries such as automotive, electrical, and industrial manufacturing, where components like seals, gaskets, vibration dampers, and insulation parts need to meet strict dimensional and functional requirements. Its ability to support mass production while maintaining stable quality makes it a key solution for high-volume rubber part manufacturing.
You may want to read: The Complete Guide to Custom Molded Rubber Parts Manufacturing
What Are the Main Types of Rubber Molding Processes?
Rubber molding processes can be classified into several main types based on how the material is formed and cured. Each method has different levels of automation, efficiency, and application suitability.
- Rubber Injection Molding: Rubber is first preheated and plasticized, then injected into a closed mold under high pressure,where it is vulcanized into the final shape. Compared with other methods, it offers higher automation, better process control, and improved consistency in forming complex geometries.
- Compression Molding:Rubber is placed directly into a heated mold cavity and then compressed under pressure until it takes shape and cures. This is one of the oldest and simplest molding methods.
- Transfer Molding:Rubber material is first loaded into a chamber and then forced into the mold cavity through channels. It allows better flow control compared to compression molding.
- Liquid Silicone Rubber (LSR) Injection Molding:A specialized form of injection molding that uses two-component liquid silicone material, which is mixed and cured inside a closed mold. It is mainly applied in medical, food-grade, and high-precision applications.

What Are the Benefits of Rubber Injection Molding?
Based on its process characteristics, rubber injection molding delivers advantages in production efficiency, dimensional precision, and overall process stability. These benefits are directly reflected in its suitability for high-volume manufacturing and consistent part quality.
- High Production Efficiency: Automated feeding, injection, and curing significantly reduce cycle time, making it suitable for mass production.
- Excellent Dimensional Accuracy:A closed mold system ensures that each part is formed under controlled conditions, resulting in consistent dimensions and reduced batch variation.
- Strong Capability for Complex Designs:It is well-suited for producing intricate structures such as thin-walled parts, multi-cavity components, and precision sealing elements that are difficult to achieve with traditional molding methods.
- Reduced Material Waste: Precise injection control helps minimize excess material usage, making the process more efficient compared to compression or transfer molding.
- High Level of Automation Integration:The process can be easily integrated with automated rubber injection molding equipment, enabling stable, continuous production with reduced manual intervention.
- Consistent Product Quality:It enables precise control of key process parameters such as temperature, pressure, and curing time, resulting in uniform mechanical performance across large production batches.
How Does the Rubber Injection Molding Process Work Step by Step?
After understanding its advantages, it is important to look at how the process operates in practice. The rubber injection molding process follows a controlled and sequential workflow, where each stage directly affects product quality, efficiency, and the likelihood of defects.
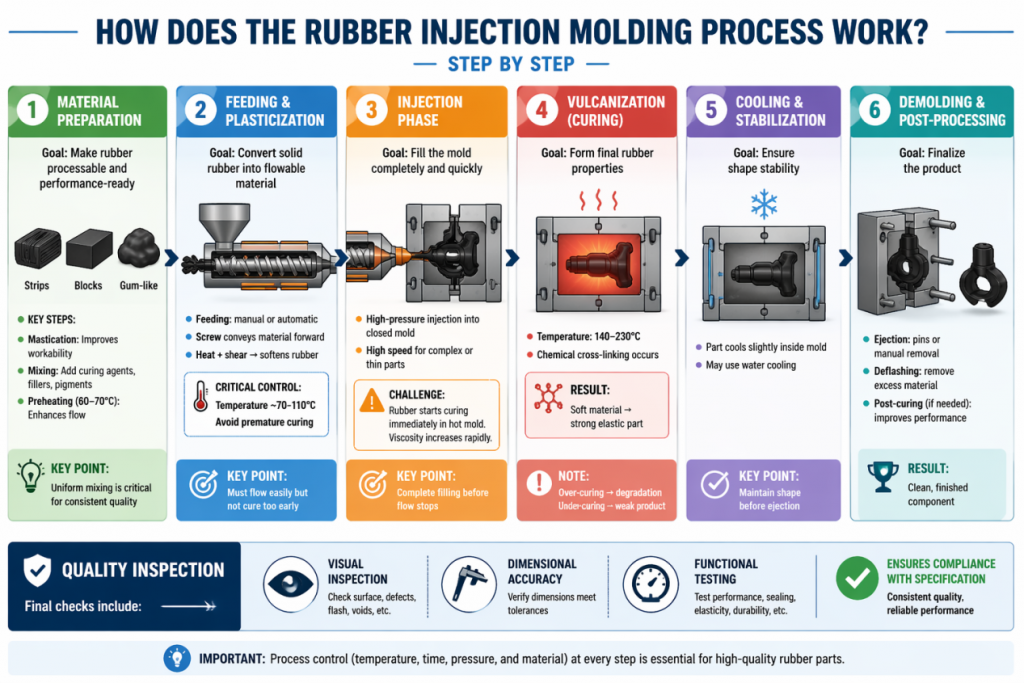
Process 1: Material Preparation
The process begins with selecting a rubber compound (such as EPDM, Nitrile, or Silicone) tailored to the part’s final application, considering factors like heat resistance or flexibility. These raw materials typically arrive in solid strips, blocks, or gum-like putties.
- Mastication:Raw rubber is often masticated to reduce its molecular chain length, transforming it from a purely elastic state to a more workable plasticized state.
- Mixing: Ingredients such as vulcanizing agents (sulfur or peroxides), fillers (carbon black or silica for strength), pigments, and plasticizers are added. Precise mixing is critical; inconsistent batches can lead to uneven curing or surface defects.
- Preconditioning:Some compounds are preheated in a drying room (60–70°C) to improve their flow characteristics before entering the machine.
Process 2: Feeding and Plasticization
The prepared rubber is fed into the machine’s injection barrel, which can be done manually by an operator or automatically via a feeder. Once inside, the material then proceeds sequentially through the Conveying and Plasticization stages.
- Conveying: A rotating screw or plunger pushes the solid rubber forward through the heated barrel.
- Plasticization: As the rubber moves through the barrel, it undergoes plasticization, where it is softened into a thick, flowable state. This is achieved through a combination of external heating from the barrel and internal shear heating generated by friction within the material.
Shear heating helps reduce energy consumption, but it also makes temperature control more difficult. Unlike conducted heat, which can be adjusted from outside the barrel, shear heat is generated from within the material and varies with screw speed, viscosity, and flow rate.
Therefore, temperature control is critical at this stage. The rubber must be heated enough to flow like honey, but kept below its scorch temperature (typically around 50~75°C) to prevent premature curing inside the barrel.
Process 3: Injection Phase
Once the rubber reaches a flowable state, it is injected into a tightly closed mold cavity under high pressure. The mold must remain securely clamped to withstand the injection force and prevent material leakage.
During this stage, the softened rubber is rapidly forced through the nozzle and runner system into the mold. High injection speed is essential to ensure complete cavity filling, especially for complex or thin-walled parts.
At the same time, because the mold is already heated, the rubber begins to cure as soon as it enters the cavity. This means the material’s viscosity increases quickly, making timing and flow control critical to avoid incomplete filling or internal defects.
- Key point — Complete Filling:Rapid injection is necessary because the rubber begins curing the moment it touches the hot mold surfaces. The machine must ensure the entire cavity is filled before the increasing viscosity from the curing reaction stops the flow.
Process 4: Vulcanization (Curing)
Inside the heated mold (typically 120–230°C), the rubber undergoes vulcanization, a chemical cross-linking reaction.
- Cross-linking: Molecules bond together, often forming “sulfur bridges,” which transform the soft, plastic compound into a strong, elastic, and durable elastomer.
Note: Cure times vary from seconds to several minutes depending on the rubber type, mold temperature, and the thickness of the part. Over-curing can degrade performance, while under-curing leaves parts too soft and prone to deformation.
Process 5: Cooling and Stabilization
After vulcanization is complete, the part remains in the mold briefly to stabilize. Although the mold is hot, the part must cool slightly (sometimes naturally or via water-cooled mold channels) to become solid enough to hold its shape during ejection.
Process 6: Demolding and Post-Processing
The mold opens, and the finished parts are ejected using small rods (ejector pins) or removed manually for delicate geometries, starting the final stages of production.
- Deflashing:After demolding, excess material known as flash—formed along mold parting lines—is removed through deflashing processes. Depending on product requirements, this can be done manually, mechanically, or through cryogenic deflashing, where low-temperature treatment makes the flash brittle so it can be separated without damaging the main part.
- Post-Curing:High-performance parts, such as those made from silicone or fluorocarbons, often undergo a post-cure bake in an oven (e.g., 4 hours at 175°C). This finishes the cure, improves compression set resistance, and drives off residual volatiles.
Finally, all components are subjected to quality inspection, including visual checks, dimensional measurements, and functional testing, to ensure they meet required specifications before shipment.

What Are the Most Common Rubber Injection Molding Defects?
Even with a well-controlled process, rubber injection molding can still experience defects if parameters, tooling, or material conditions are not properly managed. These issues often affect product quality, performance, and yield.
Air Traps / Air Bubbles
Air can become trapped inside the mold cavity when the material flow is not properly vented. This results in voids or bubbles within the finished part, which may weaken mechanical strength or cause sealing failure in critical applications.
→Improve mold venting design, optimize injection speed, and ensure proper preheating and material flow balance to allow air to escape smoothly during filling.
Short Shot (Incomplete Filling)
A short shot occurs when the rubber fails to fully fill the mold cavity. This is often caused by insufficient injection pressure, premature curing, or inadequate material flow, leading to incomplete or unusable parts.
→Increase injection pressure, adjust material temperature, and optimize gate and runner design to improve flowability and filling efficiency.
Flash (Excess Material Overflow)
Flash refers to thin excess material that escapes through gaps in the mold, typically along parting lines. It is usually caused by excessive injection pressure, worn molds, or improper clamping force, and requires additional post-processing to remove.
→Improve mold precision and clamping force, reduce excessive injection pressure, and regularly maintain mold surfaces to ensure tight sealing.
Under-Curing (Incomplete Vulcanization)
If curing time or temperature is insufficient, the rubber may not fully vulcanize. This results in poor mechanical properties such as low elasticity, reduced strength, and poor durability, making the part unsuitable for demanding applications.
→Optimize curing temperature and time, ensure uniform mold heating, and verify material formulation consistency to achieve complete vulcanization.
Shrinkage and Deformation
After demolding, some parts may shrink or deform due to uneven cooling, internal stress, or material formulation issues. This can affect dimensional accuracy and lead to poor assembly fit in final applications.
→Improve cooling control, optimize mold design, and adjust rubber compound formulation to reduce internal stress and ensure dimensional stability.

Hwayi: Global Rubber Injection Molding Solution Provider
In the field of rubber processing, reliability and efficiency are everything. That’s why at Hwayi, we focus entirely on providing professional rubber injection molding machines that deliver on both counts.
We operate a production area of over 80,000 m2 and hold more than 100 patents, reflecting our strong manufacturing capability and continuous R&D investment. Our equipment is exported to more than 50 countries worldwide and is widely used in automotive, electrical, and industrial rubber component production, supporting stable and high-precision manufacturing requirements.
Conclusion
Rubber injection molding is a highly efficient and precise manufacturing process that enables stable, large-scale production of high-quality rubber components with consistent performance and complex design capability. As demand for reliable and automated manufacturing continues to grow, advanced equipment plays a key role in ensuring production stability and efficiency.
Hwayi provides reliable, high-quality rubber injection molding solutions supported by strong engineering expertise and global application experience. Contact us to explore customized solutions and cooperation opportunities.
References
- https://www.rubberplasticparts.com/info/the-basic-process-of-rubber-production-40013135.html
- https://www.martins-rubber.co.uk/blog/rubber-injection-moulding-troubleshooting-guide/
- https://www.newtopsilicone.com/category/medical-silicone-products/